自學的過程雖然耗時耗力耗經費,經驗值的累積卻不能小覷...
早在數年前就有學習翻模的念頭,鑒於初入模道,該打的基礎太多,幾年來這個計畫一直被壓抑著。
直到如今,製作型態的改變直覺告訴自己該是學習的時候了,於是利用接案子的機會強迫自己進入翻製的領域...
---------------------------------------------------------------------------
我現有的翻模環境:無真空脫泡機、簡易式普通磅秤
沒有準確的秤重器具,穩定的氣溫溼度,不成熟的技術,所以一切都是參考值...
---------------------------------------------------------------------------
編號1號
首次翻模的過程blog.xuite.net/mumuzhung/blog/14244377
翻的原型尺寸為高度直徑5cm的蛋體,由於造型簡單,翻製的成果雖然有不少瑕疵,畢竟屬於較大的物件,修整起來難度沒那麼高。
首翻只是熟悉翻模的流程,翻製小物件才是進入考驗的時刻~
---------------------------------------------------------------------------
編號2號
我嘗試的是翻製1/35 德軍野戰餐具組,有牛奶罐、箱子等,因為造型簡單,多是直筒或方形,值得注意的是水桶的造型,因為成倒梯型中空狀,拔模時需注意。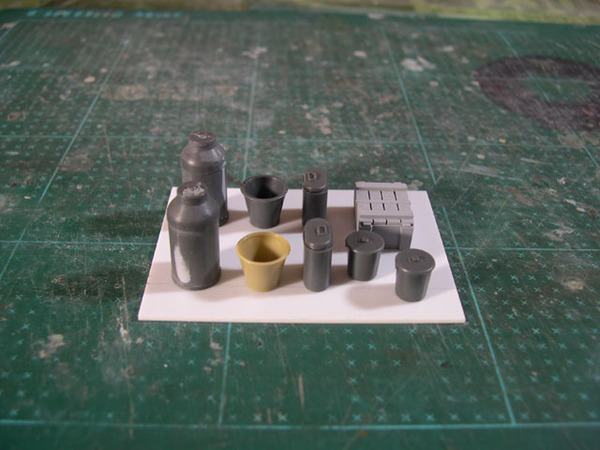
模子型態選擇單面模,矽膠用量約90公克,母模完成後刷上水性隔離劑待乾,PU樹脂(以下簡稱PU)估計僅需4公克灌注約1小時可放心脫模(這款PU初硬化時間約60秒,完全硬化約1小時之後),A、B(白藥)充分混合即呈放熱狀態,此時手腳要快,否則會出現沒灌完就硬化的窘境。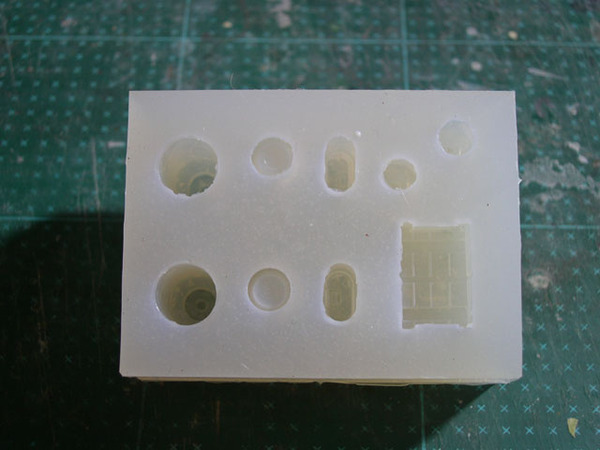
脫模狀況非常糟,原因還是氣泡排不出來,多積在底部角落處,因為當初製模時用直接押入的方式,矽膠模硬化後想在底部增加氣孔反而是件費工棘手的工程。
再次灌模於流程上熟手不少,利用PU短暫未硬化的時間,用"擠'的方式強迫氣泡溢出,成品有明顯改善,但仍有不少瑕疵,所以說模子的製作在設計上一定要事先考量,增加成功率。
---------------------------------------------------------------------------
編號3號
翻製1/35 各類人頭,難度更高,因為零件更小,尤其是人臉部有鼻子、嘴唇、下巴等突出部份,這些都是氣泡死角。
嘗試單面模,計畫運用矽膠的柔軟度直接脫模,保持人頭細節上的完整性。
用油黏土製作灌注孔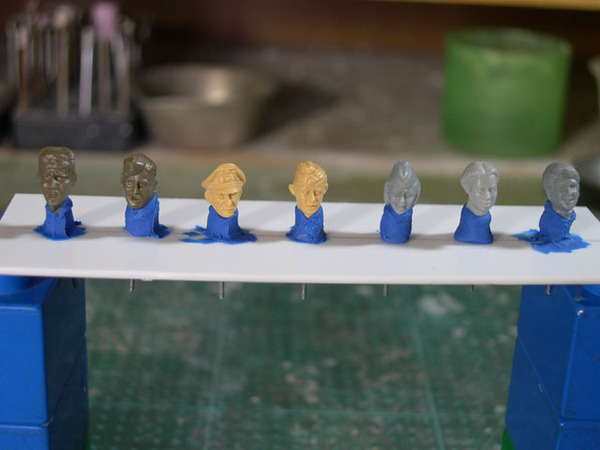
預先插入塑膠條好拔模
灌注結果異常悽慘,可以說PU根本吃不進去,於是將母模用手術刀剖面切開(迫不得已成為雙面模),並多修數道排氣通道希望有利灌模,成果有改善,但是細節仍然無法達到要求。

在沒有脫泡機的情形下實驗,失敗~
---------------------------------------------------------------------------
編號4號
製作人頭模的同期,一併製作更多物件的模子。
翻製物有:車輪、背包、瓦罐、通訊器材等,嘗試多個物件的編排。
氣道用膠條預置,膠條與翻模物間的縫隙等模子成形後用利刃修整。
由於磅秤不夠靈敏,通常PU配製均會多於10公克,所以說灌模時總是多個模子同時灌注以增加PU的使用效率(硬化後的PU只能另外刻製原型或填充用)
所以常會出現以下灌料不足的情形,不過我比較注意的是灌注的情形,這麼細的氣道,在最下方的物件還是有被灌注的可能性,這讓我想到另一種書中介紹的製模法。
在最下層的翻模品,灌注不完全的情況經常發生。
幾次的失敗總會有些完成度較高的產品。
---------------------------------------------------------------------------
編號5號
再次挑戰人頭翻製,靈感得自上一個模子,這次改變模子的製作方式。
製作雙面模,人頭數量為8個。
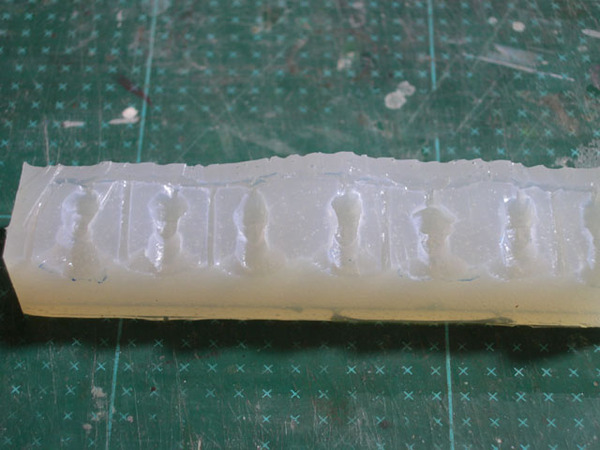
將油黏土分離可以看到人頭及氣道配置情形。
利用連通管原理,增加氣道孔徑,由額外的注料孔灌入PU,讓PU由人頭底部往上注入,強迫更多空氣由各人頭的頂部擠出。
矽膠很軟,用剛開封的手術刀片修模還是有一定難度,我用夾子輔助,邊拉邊割,非常耗時的工作。
注意矽膠披覆不正常的地方,小心割下薄膜,在這一步氣道交接處先不用清除,等另一面模子做好再一同整理。

修模完畢噴上GUNZE洋乾顏料(充當隔離劑)待乾,注意,要有一定厚度,不然...
裝上圍板讓模子外型固定。
矽膠混入硬化劑後,先緩緩倒入一薄層,用噴槍將矽膠吹入不易進入的死角,再將剩餘矽膠緩緩流入。
GUNZE顏料噴得不夠厚的結果,兩面矽膠模黏在一起,苦心做的分模線和定位孔全成了廢物,最後只能選擇開刀了~
所以說,隔離劑要有一定的厚度(在不影響模子的情形下),同時絕對要乾透。
注模,同樣是緩緩流入,慢慢的一個一個孔逐漸被填滿。
翻模的大敵~氣泡,會慢慢浮出來。
當然,受限於PU的硬化速度,短時間內氣泡無法順利脫出,這麼做只能盡量減低氣泡殘留的情形,若使用真空脫泡則可以克服,只是小成本製作,要有這種設備還是要衡量自身財力的~
準備脫模,成果和之前比較改善太多了。
脫模,拿在手上有些感動...

好好檢視一下灌注的情形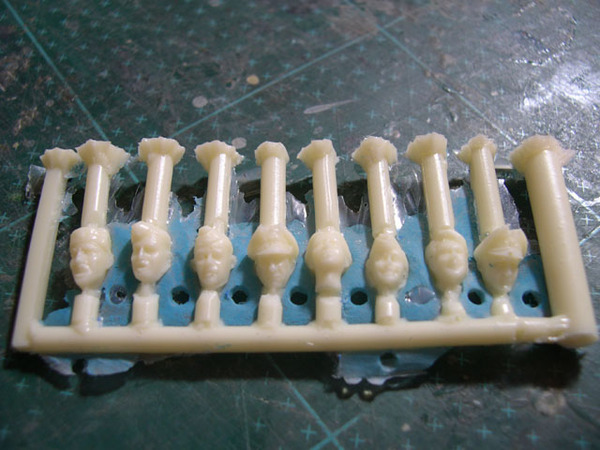
基本上頭髮的部分因為沒有太大的起伏,氣泡比較不會殘留。
果然帽沿還是死角

刷上補土比較容易見到清楚的翻模結果
兩種不同開模成果比較,左邊的根本成不了形。
試驗至此,矽膠的用量也將盡,將各種經驗好好消化一下,檢討需改進的地方。
模子的保存也是很重要的,找個盒子整齊的收納。
整理一下心得:
1.經過幾次經驗,大致了解氣泡可能出現的地方,有些靠修模可以解決,有些則是一開始在製模時就要先預留,其中的拿捏還得靠經驗累積。
2.滿意的翻模品很難在一次就ok,不斷翻模模子也會損壞,盡量在前幾次修模就將模子整理完成,提高母模使用率。
3.記錄下每次矽膠及PU用量,提高使用效率,同時也會節省成本和時間。
4.殘餘矽膠及PU另有作用,別輕易丟棄。
5.碰觸化學物品要注意操作安全。
將殘餘矽膠剪成小塊,可混入下批矽膠中增加模子厚度。
有厚度的PU拿來刻製原型,或作為墊底的填充物。
PU樹脂A、B劑劑量沒調準,放再久也是軟綿綿的。
幾次下來也翻了不少瑕疵品,從中將完成度較高的選出來,用補土俢一修還堪用。
學會翻模,對模型的視野也跟著改變,但是和製作模型的成就感沒有必然的關係,因為成就感存在於親身參予製作的每個步驟裡~
-----------------------------------------------------------------------------------------------------------------------
20080415(二)記:
今兒個想將沒用完的一點樹脂物盡其用,沒想到A劑已經變質乾掉了,所以說~
現時能用則當用,有些東西是不能保存的,期限過了,再高的身價也成一堆廢土~
當做經驗吧~

 留言列表
留言列表
 我的部落格蒐藏
我的部落格蒐藏 